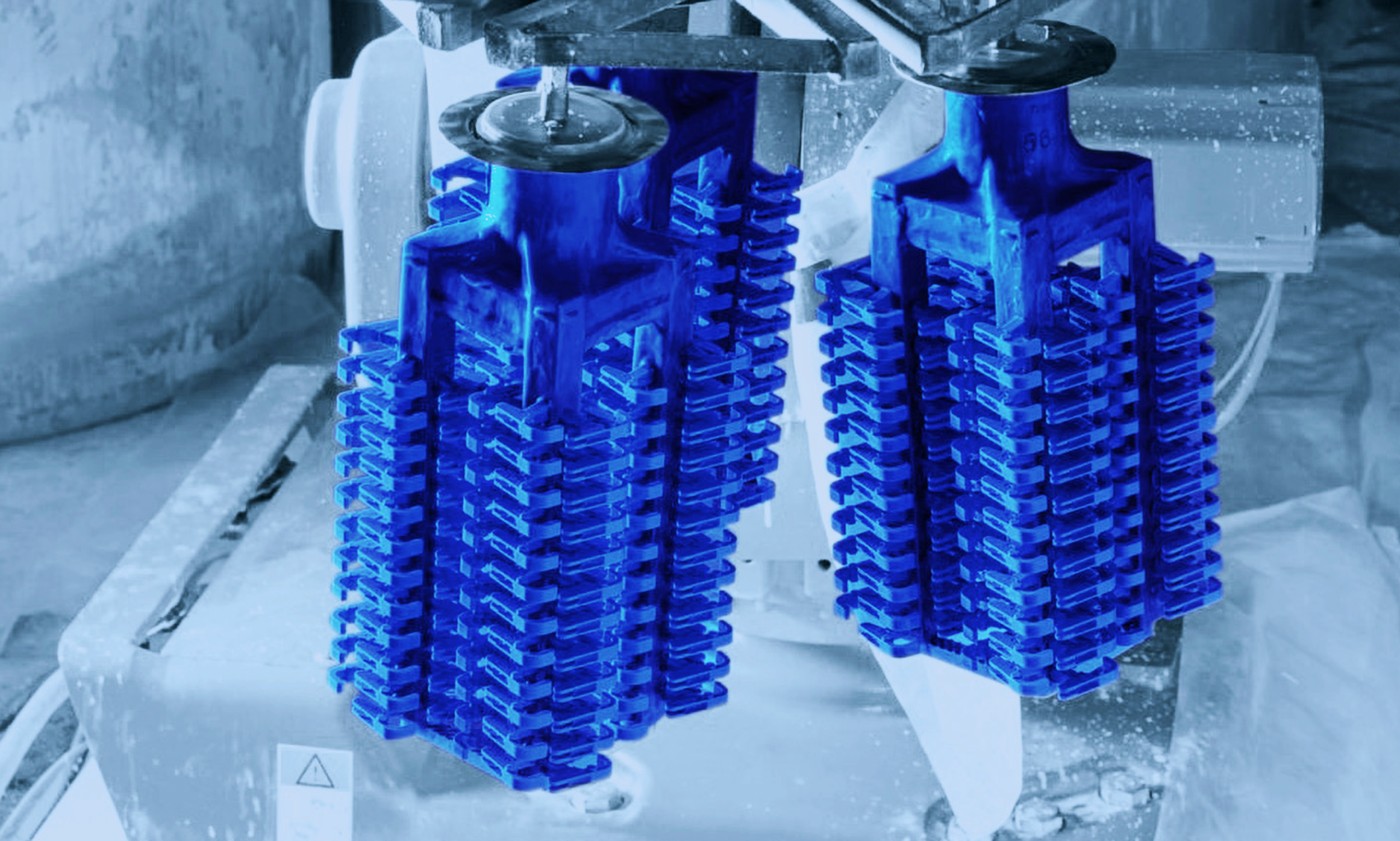

automatic wax pattern making
Once set up, automatic wax patterns work with minimal human intervention, which can result in cost savings. These savings may be greater if multi-cavity patterns are used.
While automatic patterns cost more than manual ones, they repay the investment by providing thousands of less expensive repeatable patterns. They also minimize the costs of maintenance, reworking and replacement in future production runs.